铝压铸过程中压铸件局部位置有麻点或凸纹,通常把它叫做冲蚀。
外观检查:
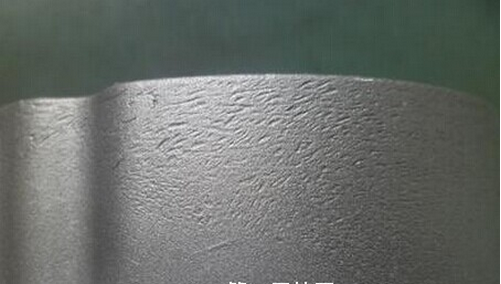
产生的原因如下:
(1)内浇道位置设置不当;
(2)冷却条件不好。
解决和防止的方法为:
(1)内浇道的厚度要恰当;
(2)修改内浇道的位置、方向和设置方法;
(3)对被冲蚀部位要加强冷却。
(4)使用合适的脱模剂,我公司生产的压铸脱模剂能有效的解决铸件表面与压铸模型腔表面接触所留下的痕迹或铸件表面上出现阶梯痕迹的情况,帮助厂家有效的解决生产问题。
宜兴市华青润滑材料科技有限公司是一家围绕模具加工行业专业生产模具加工耗材的生产厂家,公司主营的产品有压铸脱模剂http://www.hqrhcl.com、锻压脱模剂、金属切削液、铝合金切削液、线切割液等耗材。产品自投放市场以来,广泛获得用户好评。